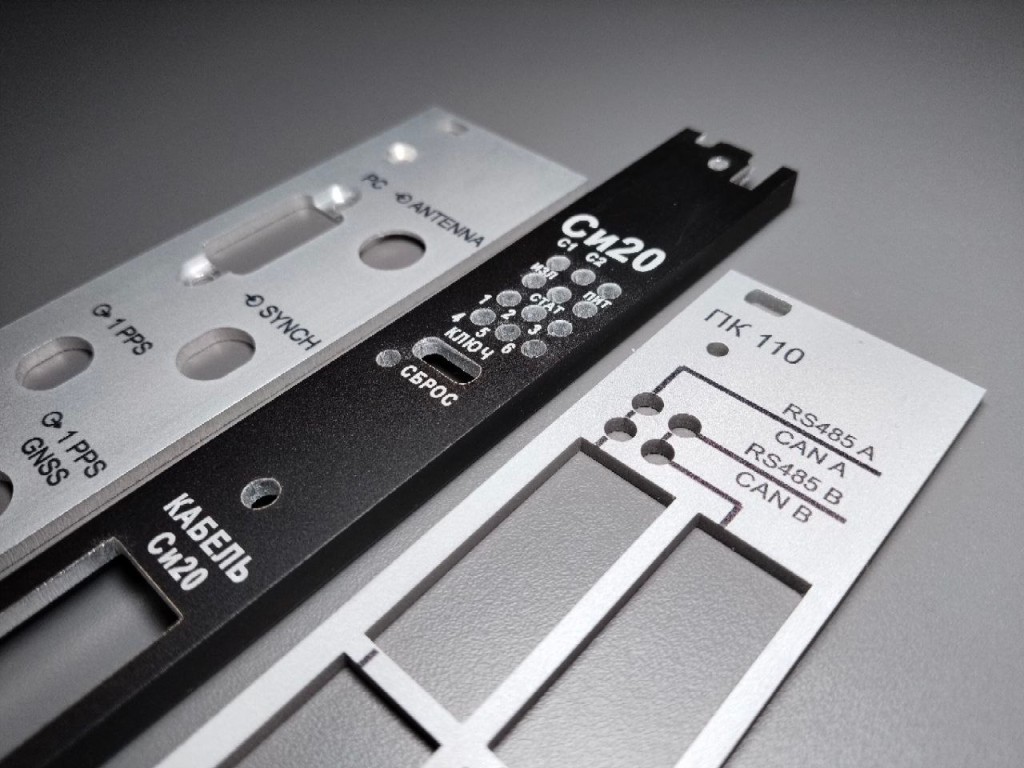
Изображение 1. Передняя панель для 19" стойки с анодированием производства Rezolut.
Передняя панель в радиоэлектронной аппаратуре — это не просто лицевая часть прибора. Она одновременно выполняет несущую, эргономическую и функциональную роль: служит основанием для монтажа органов управления, индикаторов, световодов и разъемов, обеспечивает механическую жесткость конструкции, участвует в теплоотводе и формировании контура заземления, а также влияет на электромагнитную совместимость (ЭМС) изделия. Именно поэтому передние панели для РЭА проектируют одновременно с корпусом и печатной платой, а не после завершения разработки устройства.
На практике большинство проблем возникает не на производстве, а еще на стадии подготовки конструкторской документации. Если не учесть допуски под разъемы, особенности гибки или технологические ограничения лазерной резки и штамповки, уже первая партия может потребовать доработки. Типичные последствия — несовпадение отверстий с D-Sub или RJ45, деформация металла после гибки, затрудненный монтаж органов управления и увеличение времени сборки.
При изготовлении передних панелей специалисты Rezolut используют принципы Design for Manufacturing (DfM): конструкция оценивается с точки зрения технологичности еще до запуска в производство. Такой подход позволяет уменьшить количество операций, снизить себестоимость и обеспечить стабильное качество серийных изделий.
Классификация передних панелей и отраслевые стандарты
Панели для 19-дюймовых стоек (IEC 60297)
Наиболее распространенным стандартом для телекоммуникационного, серверного и промышленного оборудования остается формат 19 дюймов (19"), описанный в стандарте IEC 60297. Его применение обеспечивает совместимость корпусов, субблоков и передних панелей различных производителей.
Высота оборудования определяется в юнитах:
1U — 44,45 мм;
2U — 88,9 мм;
3U — 133,35 мм;
далее с шагом 44,45 мм.
При увеличении ширины панели возрастает вероятность прогиба, особенно если толщина листового алюминия составляет 1,5–2 мм. Поэтому для обеспечения необходимой жесткости конструкторы используют отбортовки по периметру, ребра жесткости или усиливающие профили. Такой подход позволяет сохранить геометрию детали при транспортировке, монтаже и эксплуатации.
Если на панели размещаются тяжелые органы управления, силовые разъемы или массивные индикаторы, нагрузку рекомендуется передавать не только на лицевой лист, но и на внутренний каркас корпуса. Это уменьшает механические напряжения и повышает долговечность конструкции.
Субблоки и стандарт «Евромеханика» (DIN 41494)
Для модульной аппаратуры широко применяется стандарт Евромеханика, основанный на DIN 41494 (ГОСТ 28872-90). Он определяет размеры субблоков формата Eurocard, расположение направляющих, крепежных элементов и посадочных мест.
При разработке передней панели прибора необходимо учитывать не только внешние размеры, но и точное положение направляющих печатных плат, расстояния между крепежными отверстиями, места установки ручек извлечения и электрический контакт панели с корпусом для обеспечения требований по ЭМС.
Даже небольшое отклонение размеров способно привести к перекосу модуля, увеличению усилия установки или невозможности корректной фиксации в корзине.
Конструктивные особенности: ручки, фиксаторы и застежки
Конструкция передней панели должна учитывать не только технологию изготовления, но и удобство обслуживания оборудования. Для стационарных устройств чаще применяют традиционное винтовое крепление, обеспечивающее максимальную жесткость соединения.
Если оборудование предполагает регулярное обслуживание, предпочтение отдают быстросъемным элементам:
фиксаторам DZUS;
четвертьоборотным застежкам;
подпружиненным замкам;
ручкам извлечения модулей.
Использование таких элементов позволяет сократить время демонтажа, что особенно важно для аппаратуры связи, измерительных комплексов и оборудования, обслуживаемого непосредственно на объекте. При проектировании необходимо заранее предусмотреть посадочные места под крепеж и проверить, чтобы их расположение не конфликтовало с линиями гибки и внутренними элементами корпуса.
Выбор материала: алюминий или сталь?
Материал передней панели определяет не только внешний вид изделия, но и его массу, жесткость, теплоотвод, устойчивость к коррозии, технологичность изготовления и стоимость. Универсального решения не существует: выбор зависит от условий эксплуатации, требований к механической прочности, способа обработки поверхности и объема производства.
На практике для большинства приборов применяются алюминиевые передние панели, тогда как сталь используется в случаях, когда приоритетом являются высокая жесткость конструкции, виброустойчивость или снижение стоимости изделия.
Алюминиевые сплавы (АМг2, АМг3, Д16АТ): малый вес и эффективный теплоотвод
Сплавы АМг2, АМг3 и Д16АТ являются основными материалами для производства передних панелей современной радиоэлектронной аппаратуры.
Их основные преимущества:
небольшой вес конструкции;
высокая коррозионная стойкость;
хороший теплоотвод от внутренних компонентов;
возможность последующего анодирования;
высокая точность лазерной резки и механической обработки;
хорошая технологичность при гибке.
Для большинства приборов общего назначения оптимальным выбором являются АМг2 и АМг3. Эти сплавы обладают достаточной пластичностью и позволяют выполнять гибку без появления трещин даже при сравнительно небольших радиусах.
Д16АТ отличается значительно большей прочностью, однако при проектировании необходимо учитывать его меньшую пластичность. Для него рекомендуется увеличивать внутренний радиус гибки, иначе возрастает вероятность появления микротрещин по наружному радиусу.
Практика производства показывает, что при гибке алюминиевых деталей большое значение имеет направление прокатки листа. Если линия сгиба проходит вдоль направления прокатки, риск образования трещин существенно возрастает. Поэтому на этапе раскроя инженеры Rezolut всегда учитывают ориентацию заготовки относительно структуры металла.
Еще одно преимущество алюминия — возможность выполнения качественного декоративного анодирования, которое одновременно защищает поверхность от коррозии и повышает износостойкость изделия.
Сталь (Ст3, 08пс): прочность и экономичность
Стальные панели применяются в промышленной аппаратуре, энергетике, транспортной электронике и оборудовании, работающем при повышенных механических нагрузках.
Наиболее распространены марки Ст3 и 08пс.
Ст3 отличается высокой прочностью и используется там, где конструкция испытывает постоянные вибрации или ударные нагрузки.
08пс благодаря хорошей пластичности удобна для холодной штамповки и изготовления деталей сложной формы.
Основные преимущества стали:
высокая жесткость конструкции;
устойчивость к механическим воздействиям;
меньшая стоимость материала;
возможность изготовления крупногабаритных панелей без значительного увеличения толщины.
Недостатком является сравнительно большая масса и необходимость обязательной защиты поверхности от коррозии. На практике для таких изделий применяется порошковая покраска, обеспечивающая равномерное защитное покрытие и устойчивость к механическим повреждениям.
Конструкторские требования: допуски, отверстия и гибка
Именно на этом этапе определяется, насколько технологичной окажется конструкция. Даже правильно выбранный материал не позволит получить качественную деталь, если не учитывать ограничения процессов лазерной резки, штамповки и гибки.
Специалисты Rezolut рекомендуют проводить анализ конструкции по принципам Design for Manufacturing (DfM) еще до выпуска конструкторской документации. Это позволяет устранить потенциальные проблемы до изготовления первой партии.
Допуски на отверстия под разъемы и индикаторы
Современная лазерная резка обеспечивает типовую точность ±0,1 мм, а при обработке отдельных материалов — до ±0,2 мм в зависимости от толщины листа и конструкции детали.
Такой точности достаточно для установки большинства стандартных компонентов:
разъемов D-Sub;
разъемов RJ45;
разъемов XLR;
световодов;
кнопок управления;
светодиодных индикаторов;
дисплеев.
При этом необходимо учитывать накопление допусков. Если разъем крепится винтами и одновременно входит в фигурный вырез панели, рекомендуется предусматривать технологический зазор 0,2–0,3 мм на сторону. Это позволяет избежать проблем при сборке без заметного ухудшения внешнего вида.
Для дорогостоящих компонентов желательно использовать реальные 3D-модели производителей, а не только справочные размеры из каталогов.
Расположение отверстий относительно линии сгиба
Одно из важнейших правил DfM касается расстояния между отверстием и линией гибки.
Минимальное рекомендуемое расстояние составляет не менее трех толщин материала (3t).
Если разместить отверстие ближе, при гибке происходит перераспределение напряжений:
отверстие становится овальным;
ухудшается соосность крепежа;
появляются локальные деформации;
снижается точность установки разъемов.
Особенно критично это для прямоугольных вырезов под RJ45, D-Sub и другие соединители с минимальными монтажными зазорами.
Радиусы гибки и пружинение металла
После снятия нагрузки металл частично возвращается к первоначальной форме. Это явление называется пружинением металла и обязательно учитывается при разработке управляющих программ для листогибочных прессов.
Величина пружинения зависит от:
марки материала;
толщины листа;
направления прокатки;
внутреннего радиуса гибки;
усилия пресса.
Для алюминиевых сплавов величина компенсации обычно выше, чем для низкоуглеродистой стали. Поэтому угол гибки на оборудовании заранее корректируется таким образом, чтобы после разгрузки получить требуемые 90° или другое значение, указанное в чертеже.
Практический опыт показывает, что большинство ошибок возникает именно при отсутствии учета пружинения на стадии проектирования. Если панель содержит несколько последовательных гибов, даже небольшие отклонения способны привести к накоплению погрешностей и несовпадению посадочных мест при окончательной сборке изделия.
Технологии обработки поверхности и нанесение маркировки
После механической обработки передняя панель должна получить защитное покрытие и читаемую маркировку, сохраняющуюся в течение всего срока службы изделия. Выбор технологии зависит от материала панели, условий эксплуатации, требований к внешнему виду и объема производства.
Анодирование и порошковая покраска
Для алюминиевых передних панелей оптимальным способом защиты поверхности является анодирование. В результате электрохимической обработки на поверхности алюминия образуется плотный оксидный слой, который повышает коррозионную стойкость, устойчивость к истиранию и улучшает внешний вид изделия. После анодирования возможно окрашивание поверхности в различные цвета, что удобно для идентификации приборов и отдельных серий продукции.
Анодированное покрытие особенно востребовано в измерительной аппаратуре, телекоммуникационном оборудовании и приборах, где важны долговечность и сохранение аккуратного внешнего вида при интенсивной эксплуатации.
Для стальных панелей чаще применяется порошковая покраска. Перед нанесением покрытия поверхность проходит подготовку: обезжиривание, фосфатирование или другие операции, улучшающие адгезию. Затем порошковая краска наносится электростатическим способом и полимеризуется в печи. В результате образуется прочное защитное покрытие, устойчивое к ударам, истиранию, влаге и воздействию большинства промышленных сред.
При выборе покрытия важно учитывать дальнейшую сборку изделия. Например, в местах подключения защитного заземления или установки экранирующих элементов покрытие может потребовать локального удаления для обеспечения надежного электрического контакта.
Шелкография и лазерная гравировка
Маркировка передней панели должна оставаться читаемой в течение всего срока эксплуатации. Она включает обозначения органов управления, шкалы, предупреждающие надписи, логотипы, серийные номера и технологическую информацию.
Наиболее распространены две технологии.
Шелкография применяется преимущественно в серийном производстве. Она позволяет наносить многоцветные изображения, тонкие линии и контрастные надписи с высокой повторяемостью. При больших тиражах стоимость одного изделия оказывается минимальной, поэтому технология широко используется при изготовлении промышленной и медицинской аппаратуры.
Лазерная гравировка чаще используется для опытных образцов, мелких серий и изделий с индивидуальной маркировкой. Она не требует изготовления печатных форм, обеспечивает высокую точность нанесения и позволяет маркировать панели после окончательной сборки. Особенно эффективно лазерная гравировка работает по анодированному алюминию, формируя четкое изображение с высокой стойкостью к истиранию.
Для изделий, эксплуатируемых в тяжелых условиях, возможно сочетание технологий: сначала выполняется анодирование или порошковая покраска, затем наносится лазерная маркировка либо шелкография в зависимости от требований проекта.
Сравнение технологий нанесения маркировки
Технология | Скорость | Стоимость при малом тираже | Стоимость при большом тираже | Стойкость к истиранию |
Лазерная маркировка | Высокая | Низкая | Средняя | Очень высокая |
Шелкография | Средняя | Высокая | Низкая | Высокая |
Механическая (или лазерная) гравировка | Средняя | Средняя | Средняя | Максимальная |
Влияние конструкции на удобство монтажа и полевого ремонта
Передняя панель является основным интерфейсом взаимодействия пользователя с прибором, поэтому при проектировании необходимо учитывать не только технологичность изготовления, но и удобство эксплуатации. Продуманная компоновка органов управления, разъемов и индикаторов сокращает время обслуживания оборудования и снижает вероятность ошибок оператора.
Практика показывает, что силовые и сигнальные разъемы целесообразно разделять по функциональным зонам, а наиболее ответственные соединители выделять цветовой или рельефной маркировкой. Органы управления должны располагаться с учетом возможности работы в защитных перчатках, а светодиодные индикаторы и световоды — оставаться хорошо различимыми при различных условиях освещения.
Если оборудование предполагает регулярное техническое обслуживание, рекомендуется предусматривать быстросъемные элементы крепления, такие как DZUS или четвертьоборотные застежки. Они позволяют существенно сократить время демонтажа панели без использования специального инструмента.
Грамотная эргономика особенно важна для измерительной аппаратуры, телекоммуникационного оборудования, промышленных контроллеров и приборов, эксплуатируемых в полевых условиях, где скорость обслуживания напрямую влияет на время простоя системы.
Производство передних панелей в компании Rezolut
Компания Rezolut выполняет изготовление передних панелей полного цикла — от анализа конструкторской документации до выпуска готовых изделий. На этапе подготовки специалисты проводят аудит проекта по принципам Design for Manufacturing (DfM), проверяют соответствие конструкции требованиям лазерной резки, штамповки и гибки, оценивают расположение отверстий, допуски, радиусы гибки и возможность применения стандартной оснастки.
Производственный цикл включает лазерную резку, гибку листового металла, механическую обработку, сварку при необходимости, анодирование, порошковую покраску, шелкографию и лазерную маркировку. Такой подход позволяет получать готовые передние панели для РЭА, полностью соответствующие требованиям конструкторской документации и пригодные для серийной сборки.
Если необходимо изготовить опытный образец или серийную партию, отправьте чертежи в форматах DXF, DWG или STEP инженерам Rezolut. Мы поможем подобрать оптимальный материал, проверим проект на технологичность, предложим наиболее подходящую технологию обработки поверхности и обеспечим стабильное качество изготовления.
Полезные ссылки: